Why Motorized Pulleys Are the Future of Conveyor Drive Technology
In today’s fast-paced industrial world, the demand for efficient, compact and reliable conveyor systems is higher than ever. From food processing to mining, manufacturing to packaging — the heart of every conveyor system lies in its drive mechanism. Traditionally, external gear motors and chain drives were the go-to choices, but in recent years, motorized pulleys have emerged as the superior alternative.
Leading drum motor manufacturers in India are driving this transformation, delivering next-generation conveyor drive solutions that combine performance, energy efficiency, and low maintenance. In this article, we’ll explore why drum motors are the future of conveyor drive technology and why industries across India are rapidly adopting them.
Why Drum Motors Are Revolutionizing Conveyor Technology
1. Compact and Space-Saving Design
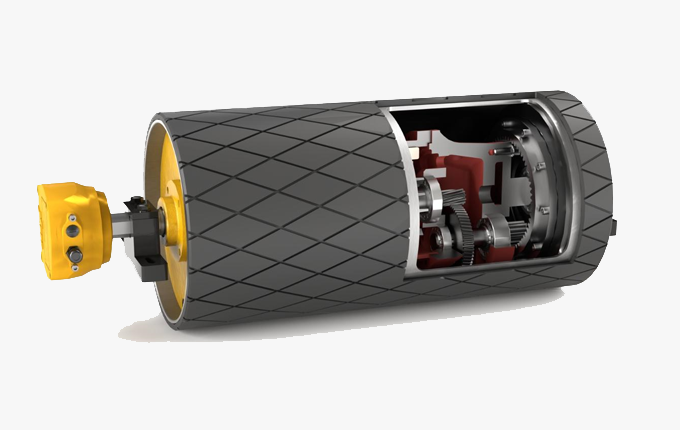
One of the biggest advantages of drum motors is their integrated structure. Since all drive components are enclosed within the drum, they eliminate the need for bulky external motor assemblies. This compact design allows for streamlined conveyor layouts, reducing space consumption and simplifying installation — a key benefit for modern production facilities with limited space.
2. Superior Efficiency and Power Transmission
Drum motors offer higher mechanical efficiency because there are no chain or belt losses between external components. Power is transmitted directly to the conveyor belt, resulting in:
- Reduced energy consumption
- Lower operational costs
- Better torque delivery for heavy-duty applications
Leading conveyor belt drum motors in India are engineered for consistent performance even under continuous operation and heavy load conditions.
3. Enhanced Hygiene and Safety
In industries like food processing, pharmaceuticals, and packaging, hygiene is non-negotiable. Traditional exposed motors and gear drives can accumulate dust, oil, and debris, making cleaning difficult.
Drum motors, with their IP66/IP69K-rated sealed housings, prevent ingress of contaminants, ensuring:
- Easier washdowns
- Compliance with food safety regulations
- Longer equipment lifespan
That’s why major drum motor suppliers in India recommend them for hygienic conveyor systems in sectors like dairy, meat processing, and beverages.
4. Low Maintenance and Long Service Life
Because drum motors are fully enclosed, they are protected from environmental contaminants like dust, moisture, and chemicals. This drastically reduces wear and tear, resulting in:
- Minimal maintenance requirements
- Fewer mechanical failures
- Extended operational lifespan
Some models, such as the Drum Motor ED Series at best price in India, feature advanced lubrication systems that ensure smooth operation over years of use without frequent servicing.
5. Easy Installation and Reduced Downtime
Traditional conveyor drives involve multiple components — motor, gearbox, chain, and bearings — which require precise alignment and frequent adjustments. Drum motors simplify this process.
Their plug-and-play design makes installation quick and easy. In case of replacement, a single unit can be swapped out in minutes, minimizing production downtime.
6. Improved Energy Efficiency
Drum motors typically consume 30% less energy than conventional external drives. Their high-efficiency gearboxes and reduced friction losses translate to better power utilization and lower electricity bills.
This makes them a preferred choice for sustainability-focused industries aiming to reduce their carbon footprint.
7. Adaptability Across Industrial Applications
Modern drum motor manufacturers in India offer a range of models and configurations to suit different industries:
- Food and Beverage: Stainless steel drum motors for hygienic conveyors
- Mining & Aggregate: Heavy-duty motors with high torque for rugged environments
- Logistics & Warehousing: Compact units for belt conveyors and sortation systems
- Pharmaceuticals: Smooth, easy-to-clean surfaces for contamination-free transport
The Drum Motor ED Series – Setting New Standards
Among the various product lines available, the Drum Motor ED Series stands out for its superior engineering and affordability. Designed to deliver maximum torque with minimal energy loss, this series is available in multiple power ratings and diameters, making it suitable for both light-duty and heavy-duty conveyor applications.
Key features include:
- High-efficiency motor and precision gearbox
- Maintenance-free sealed design
- Optional stainless-steel housing
- Excellent heat dissipation and overload protection
For businesses seeking the motorized Pulleys at the best price in India, local manufacturers and authorized distributors offer customization, technical support, and after-sales service.
Choosing the Right Drum Motor Manufacturer in India
When selecting a supplier, B2B engineers should evaluate:
- Product quality and certifications (ISO, IP ratings)
- Customization options (diameter, material, torque range)
- Service support (installation, maintenance, spare parts)
- Price transparency and warranty coverage
Working with established drum motor manufacturers in India ensures reliable performance, easy scalability, and strong technical assistance for your conveyor systems.
Conclusion
The future of conveyor drive technology is undeniably shifting toward more compact, lighter, power efficient and safer drives — a smart, sustainable, and performance-driven solution that meets the evolving needs of modern industry. Whether in food processing, logistics, or mining, drum motors offer unmatched efficiency, hygiene, and reliability.
As India’s manufacturing landscape continues to embrace automation, partnering with reputable drum motor suppliers in India will help your business stay ahead of the curve, optimize operations, and reduce maintenance costs. For those seeking the Drum Motor ED Series at the best price in India, now is the time to invest in the technology that defines the future of conveyor drive innovation.



.jpeg)

.jpeg)